{kind=link}
Po lekturze ostatniego artykułu wiemy, że proste wiercenie nie jest takie proste. Dziś odsłona kolejnego rodzaju obróbki wiórowej. Co odpowie tokarz na pytanie jak tam życie? :. „Jakoś się toczy”. Otóż to! W nowoczesnym świecie obróbki CNC nie wystarczy ‘jakoś’ toczyć. Asortyment narzędzi skrawających cały czas się powiększa, materiały i pokrycia pozwalają na zadanie wyższych parametrów skrawania, co skraca czas i zwiększa produktywność. Wybór odpowiedniej strategii skrawania polepsza trwałość narzędzi oraz jakość przedmiotów obrabianych.
Zacznę standardowo od podstaw, które należy znać. W skrócie – jeżeli przedmiot obrabiany wykonuje ruch obrotowy a narzędzie ruch posuwowy to mówimy o toczeniu. Pamiętamy, że w podstawowym wzorze na prędkość skrawania (rys.1) występuje średnica przedmiotu obrabianego, a siła skrawania to składowa siły głównej obwodowej Fc, siły posuwowej Ff oraz siły odporowej promieniowej Fp (rys.2). Każde zadanie tokarskie należy rozpatrywać indywidualnie – pisząc zadanie, mam na myśli rodzaje toczenia takie jak planowanie, toczenie zgrubne, toczenie wykończeniowe zwane również profilowym, toczenie rowków, przecinanie, toczenie gwintu, wytaczanie zgrubne czy też wytaczanie wykończeniowe. W literaturze nomen omen podziałów toczenia jest więcej, ja przedstawiłam ten najbardziej użytkowy.
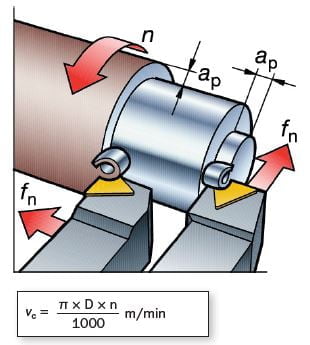
Rys.1. Parametry skrawania w toczeniu [źródło: „Poradnik obróbki skrawaniem” Sandvik Coromant]
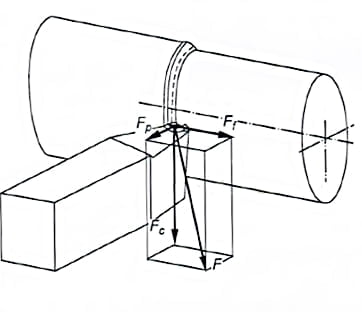
Rys.2. Rozkład sił skrawania przy toczeniu [źródło: „Obróbka skrawaniem” K. Jemielniak]
Programowo toczenie należy do dosyć przyjaznych rodzajów obróbki, ponieważ operujemy głównie osiami X oraz Z. Jest też kilka zasad związanych z przygotowaniem produkcji obojętnie czy mówimy o toczeniu, frezowaniu czy nawet szlifowaniu. Po pierwsze, dokładne określenie przedmiotu obrabianego – jego kształt, wymogi geometryczne, tolerancja, wymiary, chropowatość powierzchni. Czy będziemy tylko toczyć? Czy wytaczać? Rozpatrujemy stabilny krótki detal czy długi i cienkościenny? Jakie promienie ma mieć zarys? Wszystkie odpowiedzi rzutują bezpośrednio na przygotowanie procesu i dobór odpowiednich narzędzi.
Kolejną sprawą jest oczywiście materiał przedmiotu obrabianego. To, jakiej płytki użyjemy i jakie parametry skrawania dobierzemy jest stricte powiązane z materiałem, który mamy obrabiać. Na jednym z e-lerningowych szkoleń na platformie Sandvik Coromant (gorąco polecam!) natknęłam się na szczegółowe zestawienie wyglądu wiórów uzależniony od materiału właśnie (rys.3). Dlatego tocząc tytan pewniej postawimy na płytki okrągłe, małą głębokość skrawania i odpowiednią strategię, aby uniknąć karbu, a tocząc aluminium to ostra dodatnia płytka i wysokie prędkości skrawania będą podstawą.
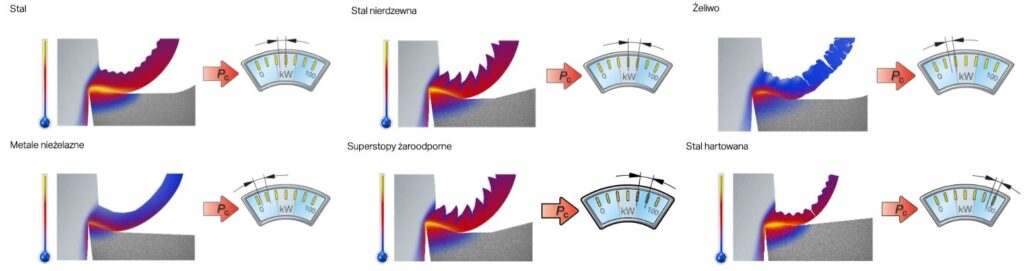
Rys.3. Charakter wiórów uzależniony od materiału przedmiotu obrabianego
[źródło: e-learning https://www.sandvik.coromant.com/pl-pl/services/education/pages/e-learning.aspx]
A co z kształtem płytki? Jest pewna logiczna zasada, że im większy kąt wierzchołkowy tym większa wytrzymałość. Dlatego płytki okrągłe, kwadratowe, rombowe C oraz trygonalne będą mocniejsze i lepsze np. w obróbce zgrubnej niż trójkątne, rombowe D i rombowe V. Oprócz zadania, jakie muszą wykonać warto sprawdzić np. ilość krawędzi skrawających, jaka dana płytka posiada.
Ostatnią rzeczą, którą przytoczę (słowo użyte nieprzypadkowo🙂) będzie tzw. rozwiązywanie częstych problemów podczas obróbki. Jaki parametr wpływa najbardziej na trwałość ostrza? Prędkość skrawania. Za małe vc powoduje tworzenie się narostu i jest po prostu nieekonomiczne natomiast za duże vc przyczyni się do złej jakości obrabianego detalu. Problem z łamaniem wióra? Warto zmienić głębokość skrawania, poeksperymentować z posuwem a jeżeli dalej będzie problem to zmiana płytki na inną geometrię może rozwiązać problem. Drgania? Bardzo zła jakość powierzchni przy toczeniu długich, smukłych wałków? Wiele nowoczesnych maszyn posiada dodatkową funkcję zabezpieczającą przed powstawaniem drgań. Działa to na zasadzie ciągłej zmiany obrotów w funkcji czasu. Zostawiam link do filmu, który obrazuje omawiany problem:
https://www.youtube.com/watch?v=dXR2wDDFFm4
W maszynach Hass jest to funkcja SSV, czyli Spindle Speed Variation, w maszynach DMG na przykład należy szukać funkcji Alternating Speed, a w Okumie – Harmonic Spindle Speed Control. Każda działa na tej samej zasadzie.
Toczenie jest niewątpliwie tematem obszernym, dzisiejszy artykuł jest tylko namiastką, która może przyczynić się do początku szukania wiedzy w tym temacie. Wyjątkowo na koniec chciałabym zostawić mój autorski żart, który cudownie wpasowuje się w dzisiejszą tematykę.
„Jak nazywa się kobieta tokarz?
-Tokarka”
Natalia Matuszczyk
Poradnik skrawania – wiercenie
Poradnik skrawania – frezowanie

Witajcie! Nazywam się Natalia Matuszczyk. Jestem technologiem programistą CNC oraz inżynierem procesu w Firmie Barosz. Miłośniczka nowych technologii oraz rozwiązań usprawniających produkcję zgodnie z filozofią Lean Management. Jestem oddana swojej pracy i zainteresowaniom, a praca jest moją pasją. Lubię wyzwania i nie boję się być kobietą w męskim świecie obróbki skrawaniem.