Ich lade Sie ein, den letzten Artikel aus der Serie Handbuch der Spanbearbeitung zu lesen. Das Thema wird meine Lieblingsmethode der Spanbearbeitung sein, und zwar das Fräsen. Wie die anderen Artikel wird auch dieser einige grundlegende Definitionen zu den besprochenen Themen und zusätzliche Informationen enthalten, um die Arbeit eines Technologen/Programmierers/Bedieners zu erleichtern.
Am Anfang die grundlegende Theorie – was kennzeichnet das Fräsen? Erstens – das Werkzeug führt die Drehbewegung aus und nicht das Werkstück wie beim Drehen. Vorschubbewegung? Es kommt darauf an – in der Regel wird die Vorschubbewegung auch vom Werkzeug ausgeführt, wobei das Ganze von der Kinematik der Werkzeugmaschine selbst und der Anzahl der am Fräsen beteiligten Achsen abhängt. Ein kleiner Exkurs – wenn Sie zur Literatur greifen oder im Internet nach Wissen über das Fräsen suchen, werden Sie in 90% der Fälle die Definition finden, dass die Drehbewegung vom Werkzeug und die Vorschubbewegung vom Werkstück ausgeführt wird. Wie ist es also mit dieser Vorschubbewegung – Werkzeug oder Werkstück? Die gute alte Definition bezieht sich nämlich auf das Fräsen, allerdings auf konventionellen Maschinen. Bei CNC-Maschinen ist das Werkzeug „Steuermann, Matrose und Schiff” – auf sich allein gestellt, d. h. es führt sowohl die Dreh- als auch die Vorschubbewegung aus 🙂
Zweitens – die Schnittparameter. In der Formel für die Schnittgeschwindigkeit (ich habe die Formel im letzten Artikel angegeben) ist die Variable D in diesem Fall der Werkzeugdurchmesser. Der Minutenvorschub ist das Produkt aus Vorschub pro Messer, Anzahl der Schneiden und Umdrehungen. Die untenstehende Grafik verdeutlicht, was der Vorschub tatsächlich ist (Abb. 1). Wenn Sie z. B. einen Fräser mit drei statt zwei Zähnen wählen, können Sie die Schneidzeit erheblich reduzieren.
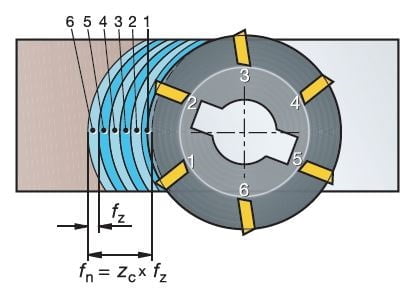
Abb. 1. Fräsen – Vorschub [Quelle: „Handbuch der Spanbearbeitung“ Sandvik Coromant]
Drittens – Gleichlauf- oder Gegenlauffräsen – welche Fräsart soll gewählt werden? Die beste Wahl ist es, die Werkzeugbewegung so zu programmieren, dass das Material vom „dicksten Span“ aufgenommen wird (Abb. 2). In diesem Fall ist die Richtung der Drehbewegung identisch mit der Vorschubbewegung – es handelt sich also um Gleichlauffräsen. Es gibt mehrere Fälle, in denen Gegenlauffräsen gewählt wird, z. B. wenn es ein Problem mit Vibrationen gibt, beim Fräsen von harten Materialien oder wenn eine bessere Oberflächenrauheit erforderlich ist. Leider ist der große Nachteil dieser Art des Fräsens eindeutig ein höherer Verschleiß des Schneidwerkzeugs.
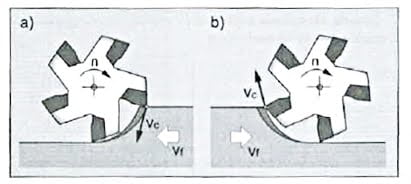
Abb. 2 Gleichlauf- oder Gegenlauffräsen [Quelle: „Bedienung und Programmierung von CNC-Werkzeugmaschinen. Bedienerhandbuch” W. Habrat]
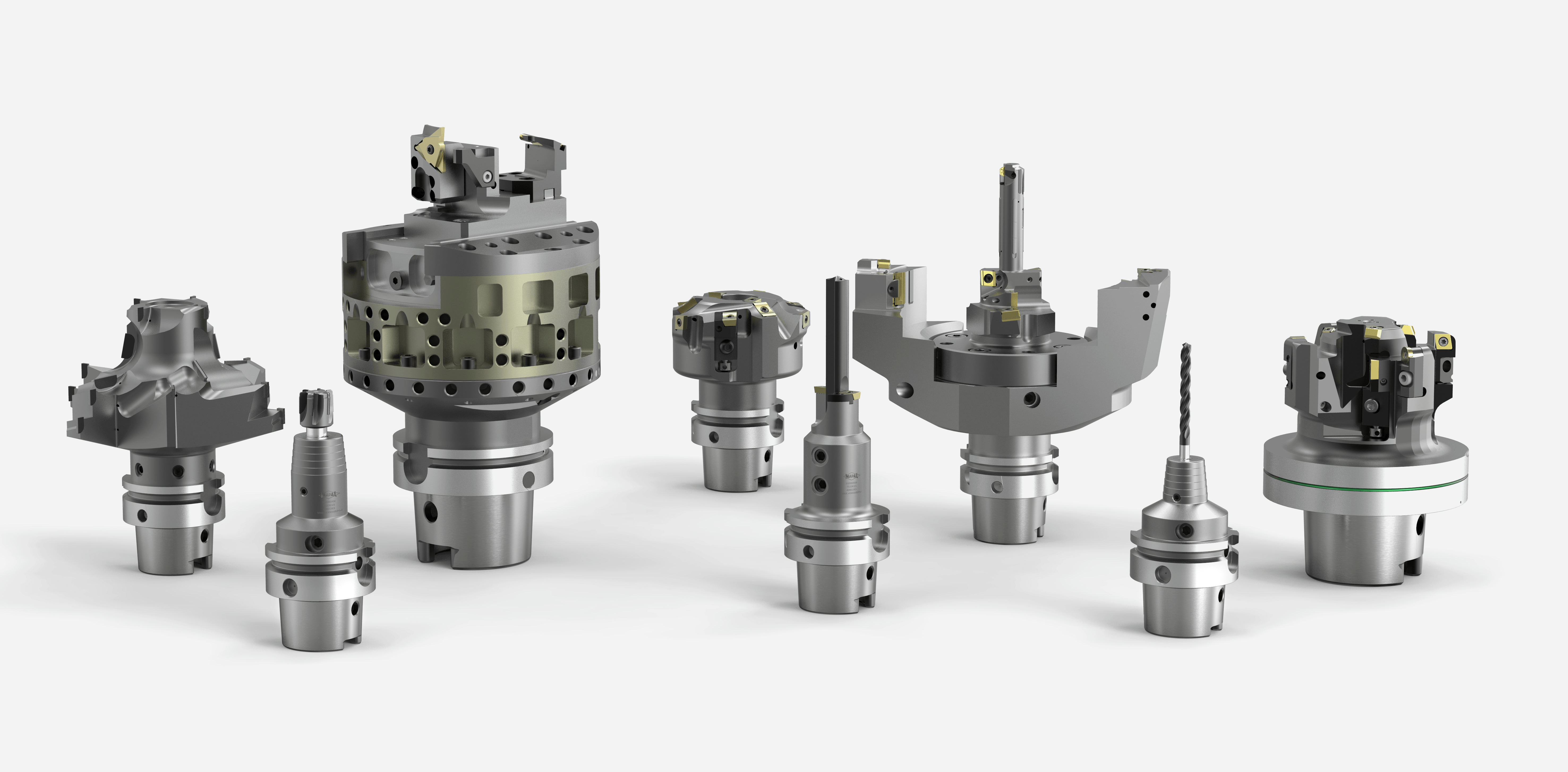
Zu Beginn des ersten Artikels habe ich die Frage gestellt: „welches Verfahren ist einfacher – Fräsen oder Drehen?“ dieses Mal werde ich nun nicht indirekt sondern direkt antworten – Drehen. Warum? Die Anzahl der Variablen im Fräsprozess kann einem den Kopf verdrehen. Bei der Programmierung des einfachen Drehens werden standardmäßig die X- und Z-Achse verwendet. Beim Fräsen hingegen gibt es eine viel größere Bandbreite an Möglichkeiten – von einfacher Vertiefung in einer Achse über den Gang und das Schneiden in zwei Achsen bis hin zum Konturieren in drei Achsen und sogar zum kontinuierlichen Schneiden in vier oder fünf Achsen. Zweitens sind die Maschinen – Fräsmaschinen nicht nur dreiachsige Kleinmaschinen, sie können heutzutage leistungsstarke Bearbeitungszentren sein, 4-achsig, 5-achsig, mehrspindlig, mit Drehfunktion, mit einem umfangreichen Palettensystem, technisch so fortgeschritten, dass sie die außergewöhnlichen Anforderungen von heute erfüllen. Natürlich ist es nicht so, dass moderne Drehmaschinen nicht mit Technologie gesättigt sind, denn das sind sie definitiv, alles hängt jedoch von der Anwendung ab. Der letzte Aspekt sind die Werkzeuge. Von welchen gibt es mehr? Auf jeden Fall von Fräswerkzeugen. Man kann es mit bloßem Auge sehen, wenn man sich zum Beispiel ein Regal voller Kataloge der Werkzeugfirmen ansieht. „Drehwerkzeuge“ ist meist ein mittelgroßer Katalog – alle anderen sind Fräswerkzeuge. Es gibt verschiedene Werkzeuge, von einfachen Fräsern und Fräsköpfen bis hin zu speziellen mehrstufigen Senkern und Scheibenfräsern (Abb. 3).
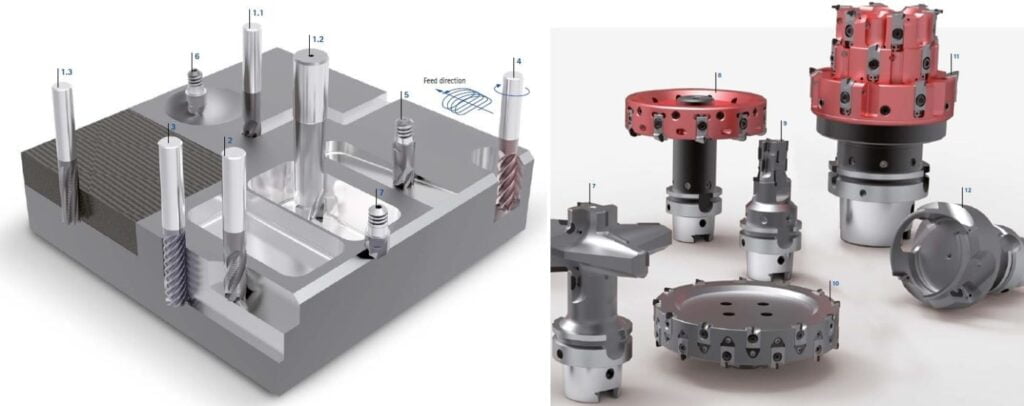
Abb. 3. Auflistung der Fräswerkzeuge. [Quelle: Werkzeugkatalog der Firma Mapal]
Abschließend noch ein paar Worte zur Vibrationsvermeidung im Fräsverfahren. Ich fange mit dem Offensichtlichen an und zwar mit dem Überhang. Je kürzer, desto besser. Es gibt diese mysteriöse Formel für die Durchbiegung (entspannen Sie sich, ich werde sie nicht angeben), bei der die Länge in der dritten Potenz angegeben wird! Die Durchbiegung und damit die Schwingungen hängen also tatsächlich stark zusammen und sind eben von dem Längenparameter abhängig. Eine weitere Frage ist die Wahl der richtigen Halterung. Wenn wir die Vibrationen minimieren wollen, wählen wir Schrumpfspannfutter und nicht z. B. Weldon. Generell geht es hier um die Kontaktfläche, je größer desto besser. Oben habe ich den Unterschied zwischen Gleichlauf- oder Gegenlauffräsen beschrieben. Gegenlauffräsen reduziert die Vibration, aber ich betone es nochmals – für den Einsatz in Ausnahmesituationen, da solches Fräsen zu einer geringen Lebensdauer der Wendeschneidplatten beiträgt. Die letzte Sache, die helfen kann, ist die Pfadprogrammierung im Stil von „High-Speed Machining“. Es ist eine Hochleistungsbearbeitung mit hohen Parametern. Der Schlüssel zum Erfolg ist der stets optimale Einsatz des Werkzeugs. Daher sind die Schnittkräfte gering, der Werkzeugverschleiß ist gering und die Schnittzeit wird deutlich reduziert.
Das Gebiet der Spanbearbeitung ist umfangreich. Beim Schreiben von Artikeln über grundlegende Bearbeitungstechniken sowie bei der Beschreibung ihrer grundlegenden Eigenschaften und Zusammenhänge war es mein Ziel, Ihr Interesse an diesem Thema zu wecken. Ich hoffe, dass Sie meine Artikel zumindest ein wenig interessant fanden und dass wir uns bald bei weiteren Texten treffen.
Natalia Matuszczyk
Handbuch der Spanbearbeitung – Drehen
{kind=link}

Hallo! Ich heiße Natalia Matuszczyk. Ich bin Technologe, CNC-Programmierer und Verfahrenstechniker bei Barosz. Großer Fan neuer Technologien und Lösungen, die die Produktion gemäß der Lean Management-Philosophie verbessern. Ich widme mich meiner Arbeit und meinen Interessen, und Arbeit ist meine Leidenschaft. Ich mag Herausforderungen und ich habe keine Angst, eine Frau in der Welt der männlichen Bearbeitung zu sein.